

 发布时间:2023-11-16
发布时间:2023-11-16  阅读次数:575次
阅读次数:575次
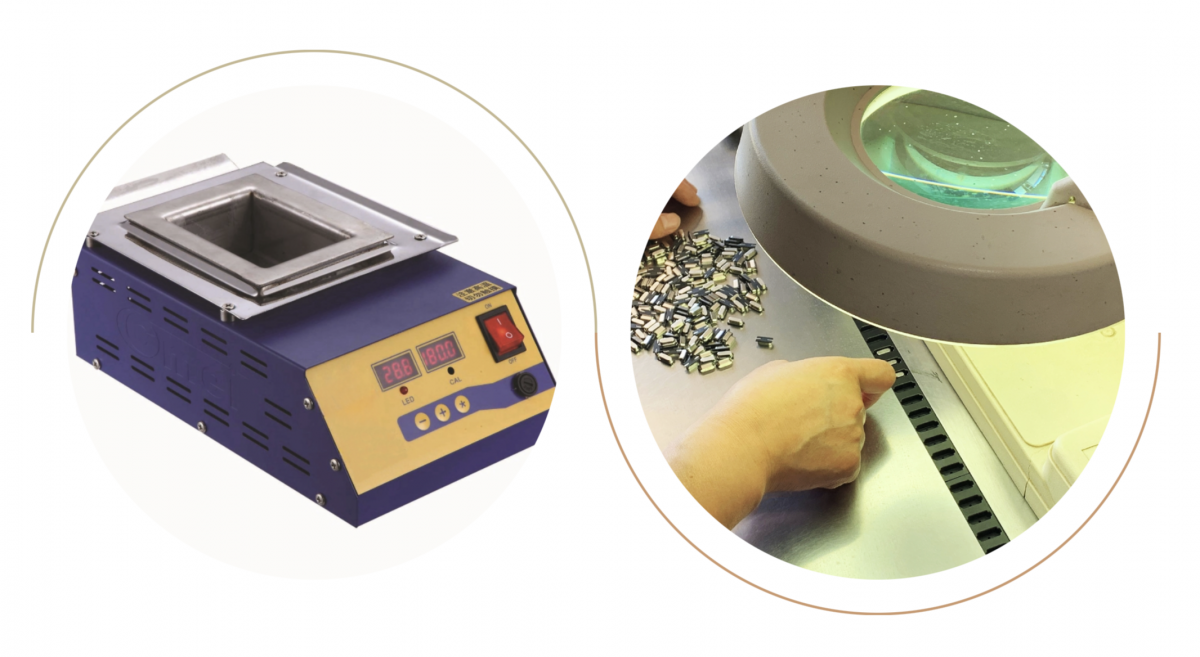
可焊性和耐焊接热试验目的:确定晶振能否经受焊接(烙焊、浸焊、波峰焊或回流焊)端头过程中所产生的热效应考验。耐焊接热试验可以参照GJB 360B.208/210方法试验要求。试验设备有熔锡炉和放大镜。
试验目的:
耐受性:评估晶振能否承受高温环境;
可焊性:评估材料能否用于焊接;
稳定性:在高温下,评估材料能否会变形融化等。
具体规范:
焊料温度260℃±5℃ 10秒 3次,其中SMD产品保持30秒1次:
DIP直插晶振:锡面离本体1.5mm;
SMD贴片晶振:锡覆盖PAD。
试验过程影响:
如果焊接操作不当会对晶振造成损伤,严重时会造成停振;或造成软伤害,即使可以正常工作,在未来的使用中也会造成停振的现象。KOAN晶振安装焊接环节需要格外的注意。焊接分为手工和机器焊接:
手工焊接:烙铁头应该控制在350℃/3s,或者260℃/5s;
机器焊接:回流焊主要用于贴片晶振的焊接(例如KS32, KS50, KS70...); 波峰焊用于插件元件(DIP封装,例如KS08, KS14...)。



地址:北京市海淀区知春路豪景大厦B座802室
销售:010-6210 1903/010-8262 3568
邮箱:sales@koan-xtal.com
地址:上海市北京东路668号G435室
电话:021-53082075
传真:021-53082075
邮箱:shzwyou_88@163.com


